Understanding Accuracy, Repeatability and Resolution in 3D Printing

3D printing quality involves an assessment of three factors - accuracy, repeatability and resolution.
Accuracy or more clearly, dimensional accuracy, is how close a measurement is to its target value. It describes the degree to which a 3D printing machine's output conforms to a tolerance within a particular dimensional range.
Repeatability is the machine's capability to produce a consistent output, ensuring that every part is the same as the part produced before it.
Resolution is the smallest measurement a machine can produce. It is indicative of the machine's capability to fabricate small features accurately.
Why is accuracy necessary?
3D printing today is used to not only make functional prototypes but also produce finished goods. The dimensional accuracy of parts, whether they're mass produced jigs and fixtures or complex aerospace parts, is paramount to ensure that the products perform to expectations. The higher the functional requirements, the greater the need for tighter tolerances.
Why is repeatability important?
In traditional manufacturing, the specification is set up, which helps ensure that parts are produced to specifications time after time. In additive manufacturing, consistency from build to build and machine to machine comes down to process control. It should ensure quality is repeatable with similar printers, materials, and operators, and across locations and conditions.
Why is resolution important?
Resolution becomes crucial for micro-scale features, where the builds have features as small as a few microns. This is where the Z resolution comes in. It is the vertical resolution representing the layer height or thickness, and the smallest movement that a 3D printer laser can make within a single layer. The smaller the movement of the laser, the better the details of the 3D model.
Material stability also plays a part
The accuracy of parts is also determined by the stability of the 3D printing material used. Parts are subject to a number of stressors during additive processes and over time, from environmental factors like heat, moisture and UV exposure. Photopolymers used in digital light processing, stereolithography and multijet printers, are less dimensionally stable than thermoplastics. They may experience post-build changes in their dimensions and mechanical properties. ABS, which has better dimensional stability and mechanical toughness, does not experience post-build changes.
Subjecting manufactured parts to stress testing, such as exposing them to a high temperature, humidity or tension, is a way to determine the changes the material is likely to exhibit. It is necessary when the parts must maintain their tolerances over time.
Accuracy of FDM, MFJ and SLM
Let's take a look at the accuracies possible with selective laser melting (SLM), multi jet fusion (MJF), and fused deposition modeling (FDM) 3D printing processes.
Selective Laser Melting (SLM)
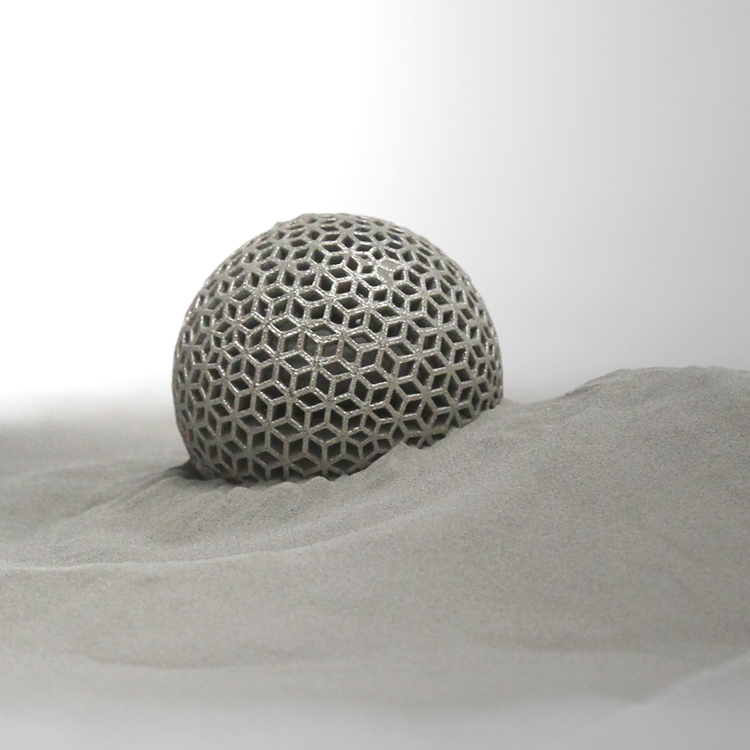
Selective laser melting is a powder bed fusion method that involves fusing thin layers of metal powders using a laser beam and selectively joining the particles together. It typically uses a layer of 30-60 μm thickness. After one complete print cycle, the printer adds a new layer of metal powder to the previous one.
The layer thickness is then adjusted to the precise amount needed for one layer. This is known as bed leveling, wherein the operator achieves the desired print bed level by manually rotating the screws underneath it. Bed leveling can also be automated via sensors attached to the print head. Leveling is a key step to yield high quality 3D printed parts.
Selective laser melting was developed in 1995, making it relatively newer compared to other 3D printing processes. Currently, the 3D printing technique can be used with a handful of metals, including stainless steel, titanium, aluminium, Ni based super alloys, tool steel, cobalt chrome and tungsten.
The accuracy of a powder bed fusion 3D printer is around ± 0.1 mm. Studies have shown the ability of SLM to measure finished customized metallic parts with a complex shape and high dimension accuracy. It also has greater precision and better surface finish compared to electron beam melting (EBM), the other powder bed fusion method that uses a high-powered electron beam.
SLM printing is well-suited to making 3D parts that have complex geometries and thin walls. It is used to make precise, lightweight and durable parts in the aerospace industry.
As each layer of the powdered material must be heated above the metal's melting point, considerable energy must be supplied. The resulting high-temperature gradient occurring during production can cause stressors within the final product and affect its physical properties.
Fused Deposition Modeling (FDM)
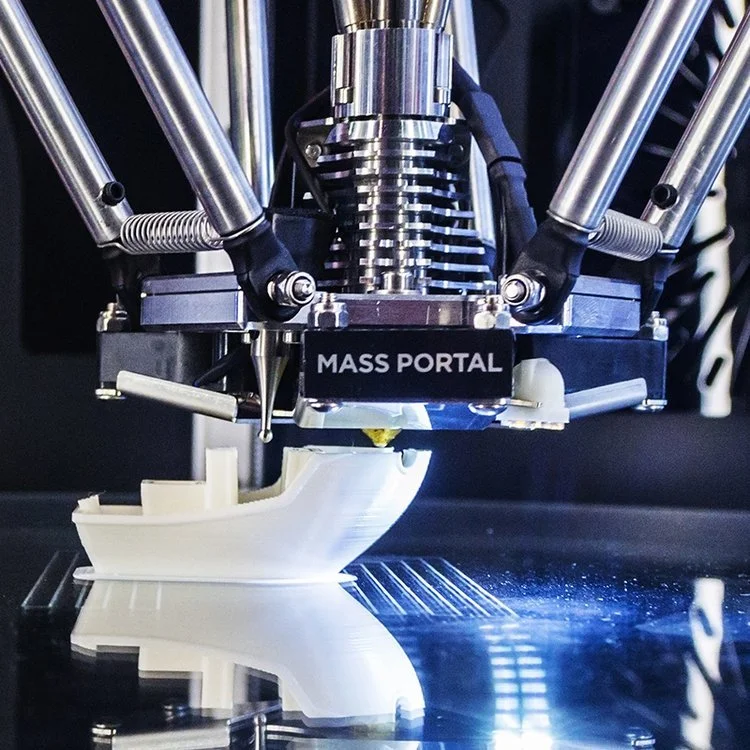
FDM is an additive manufacturing method called melt extrusion in which thermoplastic polymers are melted and pushed out (extruded) through a nozzle and deposited on the build platform layer by layer. The layers fuse with each other to create 3D parts.
ABS, PLA, PETG, and PC are the most common thermoplastic materials used in FDM. The process itself is simple, which makes it far more affordable than powder bed fusion techniques. Its trusted repeatability also makes it a popular 3D printing technique. On the flip side, FDM requires more bed leveling to achieve the levels of quality and reliability of other printing methods.
A disadvantage of FDM is low resolution, typically about 100 microns. Multi Jet Fusion is a better option for parts that require small features.
Due to the requirement for increased physical movement, FDM printer components require regular maintenance. The printing process and 3D parts' quality are also influenced by the filament's dimensional accuracy and polymers' chemical composition. If the filament spools absorb moisture, they can become brittle and cause problems with prints. The filament spools must be stored in airtight containers to keep humidity in the filament to the ideal value of 10-13%.
An industrial FDM printer's accuracy is around ± 0.2 mm. Based on the quality of materials and how the printer is calibrated, FDM can yield 3D parts having high dimensional accuracy quickly, at a low cost. At the industrial level, the highly repeatable process is used for functional prototypes, low-volume manufacturing, and end-use parts in the aerospace, medical, automotive, consumer goods and architectural sectors.
Multi Jet Fusion

Multi Jet Fusion (MJF) is another powder bed fusion technique. The industrial 3D printing technology has many applications in the medical, automotive, transportation, and consumer electronics sectors. It is used for dental molds, prosthetics, aerospace camera enclosures, connectors, brackets, covers, and wiring clips.
In the process, the printer lays down thin layers of material powder (Nylon PA11, Nylon PA12 or PP) on the printer bed. An inkjet head selectively applies a fusing and detailing agent onto the powder. An infrared unit then moves across the print, bonding the layers. The printer then lays more powder onto the bed and the process repeats layer by layer.
MFJ is a newer 3D printing technique. It can yield complex designs. The detailing agent used in the process allows builds with small, finely detailed features and sharp edges. The common layer thickness for this method is 70-100 microns and minimum detail is 0.25 mm. Dimensional accuracy with this method can reach ± 0.3%. It also has good repeatability and is a reliable option for parts that must have consistent mechanical properties.
While it has a high production speed, nesting parts in a single batch can further reduce average cycle time per unit. With batch building, MFJ can also keep per unit pricing down.
MFJ does not require support structures. But larger parts and parts with thin features are susceptible to warping. Placing the parts horizontally is recommended to avoid warping and increase dimensional accuracy.
Factors that Influence Dimensional Accuracy
What 3D printing can achieve - for all methods - depends on certain factors such as printer quality, part design, material and printing parameters.
The printer quality plays a role in determining how the 3D part will turn out. So, even though FDM is preferred for low-cost prototyping, a high-quality FDM printer will produce more accurate parts than a budget stereolithography (SLA) machine.
It can be challenging to build 3D parts that are bigger than the printer's build volume. Extremely small tolerances of less than 0.01mm are impractical. Parts with thin features are susceptible to breakage during support removal.
Choosing materials correctly is an obvious requirement. PLA is widely accepted as the easiest material to print while PETG is a bit more challenging and ABS a lot more. PLA is great for small details, PETG is the easiest to sand and ABS is the best choice for parts that require excellent resistance against bending.
Last but not the least, printing parameters also affect parts accuracy. Under an experienced operator, proper calibration and manipulation of 3D printer settings are more likely to be achieved. Ensuring an optimal nozzle temperature, controlling the build plate temperature, and using a build plate and adhesive that complements the desired finish of the print, are some areas to consider.
3D printing from the specialists
GAGAT specializes in industrial 3D printing, and has clients in various industries, including oil and gas, automotive, AI, medical engineering, robotics, and automation. We provide on-demand printing based on the inputs you provide. Upload your 3D model, select the 3D printing technology materials (up to 20 available), and settings. Our standard lead time is 2-5 days.
Our in-house experts and state-of-the-art Raise3D and Stratasys printers deliver quality parts and a consistent experience.